
Green Europe Italiana S.r.l. è una compagnia operante nel settore del trattamento delle acque: l'azienda compie indagini analitiche, propone global service, consulenze su problematiche legate alla gestione e scarico in impianti di trattamento acque offrendo soluzioni personalizzate.

Green Europe Italiana opera dal 2010 come consociata di un gruppo internazionale Green Chemicals LTD. Oggi il Gruppo è presente in 17 paesi tra Europa, Medio Oriente e Sud America. Nata da un iniziale coinvolgimento nel settore di produzione e applicazione di chemicals per il trattamento delle acque, oggi Green Europe Italiana propone soluzioni che vanno dall'impiantistica alla gestione in global service, alla consulenza per ogni aspetto connesso alle problematiche delle acque.
La compagnia ha riunito intorno a sé un team con esperienza pluriennale nei vari settori in cui Green Europe Italiana opera.

I nostri servizi si sviluppano intorno a cinque aree: consulenza e analisi, water reuse, trattamento delle utilities, trattamento delle acque industriali di scarico, trattamento delle acque domestiche. La realizzazione dei servizi offerti è esplicata da Green Europe Italiana e Green Europe Services, azienda compartecipata.

Nell'organizzazione del sistema di assistenza, particolare cura viene dedicata al supporto post vendita. Tra i servizi messi a disposizione, interessante è l'utilizzo del nostro laboratorio mobile per effettuare in situ quei controlli che richiedono risposte immediate e una struttura tecnico-operativa per gli interventi di manutezione ordinaria o straordinaria. Queste attività di assistenza e di manutenzione ordinaria e staordinaria sono esplicate da Green Europe Italiana e dalla consociata Green Europe Service.

Decontaminazione di un vessel di lavaggio gas con depositi di melme idrocarburiche e in presenza di H2S2, mercaptani, solfuri, ammoniaca.

Relazione di trattabilità ed analisi dei costi per il trattamento del rifiuto CER 01.05.07 fanghi di perforazione prodotti da Eni pozzo M.Enoc 10

Valutazione dell'efficacia di un trattamento chimico sui rifiuti denominati COVA, STOGIT e IREOS attuabile tramite dosaggio in linea durante lo scarico cisterne.

Risoluzione dei problemi legati alla potabilizzazione delle acque di servizio erogate ai locali di una palazzina uffici di uno Stabilimento di raccolta e trattamento rifiuti speciali

Revamping e gestione di un impianto di trattamento acque reflue in uno stabilimento farmaceutico non più in idoneo per riduzione significativa del rendimento depurativo
Green Europe Italiana fornisce ai suoi partner commerciali i seguenti articoli meccanici e chemicals per il trattamento delle acque:
Centralina e valvole - Elettrovalvole - Manometri - Raccordi - Flussimetri - Pompe rotative - Membrane - Vessel in vetroresina
Resine a Scambio Ionico - Mezzi Filtranti - Prodotti Chimici: - Flocculanti - Coagulanti - Soluzioni per il controllo del pH - Antischiuma - Disincrostanti - Microbiocidi - Deodorizzanti - Prodotti per il lavaggio membrane
Microfiltrazione - Vessel - Filtri - Nanofiltrazione - Vessel - Filtri - Ultrafiltrazione - Vessel - Membrane - Soluzioni rigeneranti - MBR
Pompe dosatrici - Pompe aspiranti - Pompe centrifughe - Serbatoi - Agitatori - Contatori lancia impulsi - Sistemi di dosaggio - Sonde
Green Europe Italiana offre anche impianti e turbine. Per saperne di più, vai alla pagina dedicata a ciascuna delle sezioni o non esitare a contattarci.








Amministratore
fbottura [at] greeneuropeitaliana [dot] it

Responsabile amministrativo
gioscerrato [at] greeneuropeitaliana [dot] it

Manager del settore tecnico
vpacifico [at] greeneuropeitaliana [dot] it

Tecnico commerciale
mbresciani [at] greeneuropeitaliana [dot] it

Responsabile gestione del sito internet
sbscardina [at] greeneuropeitaliana [dot] it

Tecnico di impianti
Decontaminazione di un vessel di lavaggio gas con depositi di melme idrocarburiche e in presenza di H2S2, mercaptani, solfuri, ammoniaca.
Le pareti di un vessel di raccolta di lavaggio gas in una raffineria ENI era contaminato da inquinanti in tracce che generavano un persistente odore tanto sgradevole da non consentire l’ingresso nell’apparecchiatura per le operazioni di ispezione ed i successivi interventi di manutenzione meccanica.
L'ispezione preliminare ha evidenziato la formazione di depositi di melme idrocarburiche sul fondo della vasca e H2S2, mercaptani, solfuri, ammoniaca erano adsorbiti dalle pareti. Questi depositi persistevano nonostante le precedenti operazioni di flussaggio con N2 e di steaming effettuate a valle della pulizia idrodinamica per bonificare il vessel.
L'obiettivo del trattamento era l'eliminazione di tutti i residui non rimossi dalle precedenti operazioni di bonifica che erano responsabili dell'odore sgradevole, come i mercaptani. L'operazione è stata articolata in quattro fasi: riempimento e riscaldamento, additivazione WET-Treat WET-Treat GE Clean 2000 e ricircolazione liquida fondo/testa, condizionamento ambientale, finissaggio.
In fase di elaborazione del trattamento, si è dovuto tenere conto della geometria dello spazio interno del contenitore che non permetteva una distribuzione ottimale del flusso durante la fase di ricircolazione liquida e la quale per cui la distribuzione della soluzione decontaminante è stata limitata alle pareti della sola parte superiore del vessel. L'utilizzo di vapore di media pressione avrebbe inoltre consentito di ottenere una temperatura di esercizio più alta ed una maggiore azione meccanica di trasporto del chemical, massimizzando l’efficacia del trattamento.
Lo schema generale del trattamento è rappresentato dal diagramma sottostante.

Diagramma che sintetizza lo schema operativo
Le quattro fasi del trattamento eseguito sono articolate nei seguenti punti:
Tramite manichetta da 1” è stato riempito il fondo vessel (25% del volume totale) di acqua di processo. Per il riscaldamento è stato utilizzato vapore di bassa pressione in gorgogliamento sul fondo vessel fino ad una temperatura di 60°C.
Il WET-Treat WET-Treat GE Clean 2000 è stato additivato durante la fase di riscaldamento per mezzo di pompa centrifuga in ragione del 7% calcolato sul volume di acqua del fondo vessel (2.600 Kg). Successivamente è stata attivata la ricircolazione tra le linee di dreno e di testa vessel attraverso una pompa volumetrica da 150 m3/h. Lo scopo del trattamento era la rimozione di eventuali depositi solidi o melme presenti all’interno, sfruttando l’azione tensioattiva del chemical.
Dopo circa 4 ore è stata interrotta la ricircolazione liquida ed è stato sigillato il passo d’uomo centrale. La temperatura della soluzione è stata portata a circa 70° attraverso la manichetta di vapore in gorgogliamento. Sfruttando l’effetto meccanico e l’effetto termico del vapore è stato possibile condizionare l’intero volume interno dell’apparecchiatura, attraverso la creazione di condizioni ambientali (nebbia satura ad una temperatura compresa tra i 60 ed gli 80 C°) ottimali per massimizzare l’azione ossidante del chemical sui composti solforati adsorbiti dalle pareti del vessel. Lo scopo del trattamento era l'impiego del WET-Treat GE Clean 2000 in fase vapore e aerosol, fasi in cui è particolarmente attivo.
Dopo circa 12 ore di steaming, e comunque dopo aver verificato l’assenza di mercaptani all’interno dell’apparecchiatura, la soluzione di lavaggio è stata drenata all’impianto di trattamento acque di raffineria. L'apparecchiatura è stata successivamente lavata e ventata in atmosfera attraverso le linee di dreno e testa vessel ed il PDU centrale. E' stato infine vaporizzato all'interno una soluzione di acqua e GE DEO V al 10% che associa alle caratteristiche tecniche del WET-Treat GE Clean 2000 una efficace azione coprente.
Il trattamento come descritto è risultato particolarmente efficace nella rimozione dei residui solforosi presenti all’interno del Vessel a cui è possibile attribuire la causa dei cattivi odori. L’abitabilità è stata garantita sia nella parte superiore che sul fondo del vessel.

Relazione di trattabilità ed analisi dei costi per il trattamento del rifiuto CER 01.05.07 fanghi di perforazione prodotti da Eni pozzo M.Enoc 10
I fanghi di di perforazione oggetto del trattamento erano prodotti dal pozzo M.Enoc 10 del Centro Oli di Eni a Viggiano (Pz). I fanghi contenevano Barite e metalli provenienti dalle operazioni di pulizia/bonifica delle vasche in cemento di stoccaggio.
Lo scopo del trattamento era la ricerca di una soluzione di trattamento del fango per la rimozione dei seguenti materiali che soddisfacesse i seguenti requisiti:
La soluzione da adottare per il trattamento del rifiuto è stata scelta attraverso specifici test di laboratorio condotti su campioni del fango proveniente dal pozzo. Lo scopo del test era la selezione del miglior prodotto da additivare - in termini di tipologia e quantità - in grado da assicurare le migliori coagulazione e flocculazione. Successivamente, il fango flocculato è stato sottoposto a centrifuzione e filtro pressatura per separare ulteriore acqua chiarificata dal fango ottenuto. Infine, sono stati calcolati i costi complessivi di un'applicazione reale.
I test sono stati realizzati in quattro fasi: pre-screening al fine di valutare l'efficacia dei chemicals, determinazione del corretto dosaggio dei vari chemicals scelti, valutazione comparativa di diverse metodologie di trattamento, valutazione dei costi complessivi. Ciascuna delle varie fasi sarà spiegata in dettaglio successivamente.
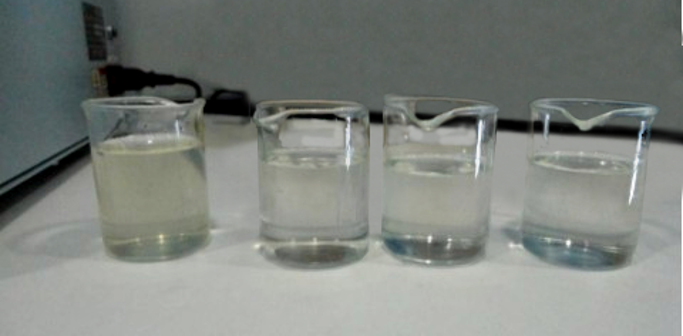
In questa fase sono stati testati alcuni possibili trattamenti eseguibili sul fango. Quattro campioni di fango da 200 ml ciascuno sono stati trattati ciascuno con uno tra i seguenti chemicals:

Da sinistra a destra: 1) Campione tal quale, 2) poliammine + polielettrolita anionico, 3) poliammine + polielettrolita cationico e 4) solo polielettrolita cationico.
In questa fase il fango è stato sottoposto a dosaggi incrementali di chemicals al fine di determinare il dosaggio limite di attivazione.
I dosaggi limite di attivazione sono i seguenti:
Vista la concentrazione di SS del campione (1 – 2%), si è deciso di sottoporre il fango flocculateo alle operazioni di centrifugazione e filtropressatura. Sono stati preparati i seguenti campioni:
Durata processo : 15 min
Rpm centrifuga: 2400
l campione preparato per la centrifugazione ha una massa iniziale di 100 g. Al termine del processo si ottengono i seguenti risultati:
| Campione | Chemicals | Dosaggi (ppm) |
Fango prodotto (%) |
Acqua chiarificata (%) |
SST acqua chiarificata (ppm) |
|---|---|---|---|---|---|
| a | Tal quale |
- | 0 |
100 | 2000 |
| b | WCT 1517 + WCT A 40 |
100 + 100 | 6 | 94 | 18 |
| c | Poliammine + Polielettrolita cationico |
100 + 100 | 3 | 97 | 287 |
| d | WCT BD 7080 |
100 | 5 | 95 | 31 |
Tabella con i dati dei valori di SST dei quattro campioni centrifugati

Centrifugato ottenuto dal trattamento dei quattro campioni
Chiarificato ottenuto dalla centrifugazione dei quattro campioni
La simulazione del processo di filtrazione si compone di due fasi:
| Campione | Chemicals | Dosaggi (ppm) |
Fango prodotto (%) |
Acqua chiarificata (%) |
SST acqua chiarificata (ppm) |
|---|---|---|---|---|---|
| a | Tal quale |
- | 0 |
100 | 2000 |
| b | Polammine + Polielettrolita anionico | 100 + 100 | 6 | 94 | 14 |
| c | Polammine + Polielettrolita cationico | 100 + 100 | 3 | 97 | 302 |
| d | Polielettrolita cationico | 100 | 5 | 95 | 35 |
Tabella con i dati dei valori di SST dei quattro campioni trattati con filtropressatura
La filtrazione sottovuoto e il filtrato sono rappresentati rispettivamente nelle figure 4 e 5.

Filtrazione sottovuoto dei 4 campioni

Filtrato prodotto da 1) fango con soluzione poli anionico + poliammine e 2) fango con soluzione poli cationico
Dall’analisi dei risultati si è evidenziato che le soluzioni proposte ovvero la filtropressatura e la centrifugazione erano in realtà equivalenti, in quanto hanno separato di fatto la stessa quantità di fanghi. Tra i chemicals testati, la soluzione più efficace tecnicamente è risultata essere il polielettrolita anionico + poliammina a 100 ppm, in quanto risulta avere il miglior chiarificato in termini di SST e un fiocco più stabile ed omogeneo. Considerando l'impatto sui costi di trattamento in relazione ai risultati tecnici ottenuti, riteniamo che la migliore soluzione dal punto di vista del rapporto costo performance sia utilizzare il solo polielettrolita cationico a 100 ppm.
Per valutare il costo complessivo di trattamento è stato necessario valutare i costi derivanti da:
| TRATTAMENTO FANGHI |
||||||
|---|---|---|---|---|---|---|
| Chemicals |
Fanghi in ingresso |
Dosaggio Chemicals |
Costo di Trattamento |
Fanghi in Uscita (prev) |
Costo di Smaltimento/ton |
Costo di Smaltimento |
| PoliFLOC | 1000 Kg |
100 ppm |
0.25 € | 50 Kg |
70 €/ton | 3.5 € |
Costo complessivo di trattamento e smaltimento fanghi

Valutazione dell'efficacia di un trattamento chimico sui rifiuti denominati COVA, STOGIT e IREOS attuabile tramite dosaggio in linea durante lo scarico cisterne.
Prima di descrivere il trattamento realizzato, verranno descritti alcuni fondamenti sulle emssioni odorose industriali. Le emissioni odorose sono dovute essenzialmente alla presenza di cataboliti ridotti rappresentati da composti non completamente ossidati dello zolfo, dell'azoto e del carbonio. Queste sostanze sono spesso presenti in quantità minime e la molestia olfattiva non corrisponde sempre a un proporzionale impatto tossicologico. Quindi, anche se gli odori molesti possono non comportare particolari problemi per la salute umana, spesso però originano fastidi legati a manifestazioni riflesse quali nausea, vomito, cefalee ed altro dovute sia alla configurazione individuale dei recettori che ai processi valutativi di carattere psicologico che hanno sede nel cervello.
All'interno dell'area era già attivo un sistema di contenimento degli odori basato sia sull’utilizzo di uno scrubber acido/basico che tratta i vapori emessi captando l’aria dalle vasche di omogeneizzazione, sia un sistema di trattamento dei rifiuti in fase liquida attraverso l’aggiunta di carboni attivi in polvere in grado di adsorbire le sostanze organiche responsabili delle emissioni.
Il presente lo studio ha valutato la possibilità di trattare i reflui impattanti dal punto di vista delle emissioni odorigene con specifici chemicals da dosare in fase liquida durante le operazioni di scarico delle cisterne.
ll prodotto WET-Treat BioTrol 117 è stato testato per lo studio, in quanto è in grado di reagire velocemente con H 2 S, mercaptani, ammine, e di protrarre la sua azione anche sui fanghi generati dal processo di disidratazione. Il prodotto non contiene, inoltre, sostanze dannose alle apparecchiature, al processo ed alle persone, carattteristiche che si adattavano perfettamente al suo impiego.
I metodi che sono stati sviluppati per il controllo degli odori appartengono a due macrocategorie:
Sono stati quindi preparati 2 campioni da 100 ml dei due rifiuti e solo in uno per tipologia è stato iniettato il chemical in ragione di 50/100 ppm. Dopo pochi secondi di reazione i campioni sono stati sottoposti al panel di testatori che hanno riconosciuto immediatamente il campione trattato, indicando odore residuo appena percettibile o assente.
| Campione | Dosaggio WET-Treat Biotrol 117 |
Odore |
|---|---|---|
| COVA tal quale |
- |
Molto intenso, caratteristico Idrocarburi e composti dello zolfo |
| COVA trattato | 50 ppm |
Appena percettibile |
| IREOS tal quale | - | Amines |
| IREOS trattato | 50 ppm | Nessuno |
| STOGIT tal quale | - | Di uova marce, molto intenso (tracciante) |
| STOGIT trattato | 50 ppm | Appena percettibile |
Tabella con i risultati del controllo degli odori del panel
In funzione dei risultati dei test di laboratorio eseguiti, è stato eseguito un plant – test per la verifica dell’efficacia del prodotto sui reflui effettivamente avviati al trattamento in linea acque. A tal fine è stata istallata nei pressi delle fosse di scarico Linea Acque una pompa dosatrice elettronica da 20 l/h (in grado di dosare fino a 200 ppm di prodotto). Il prodotto è stato dosato nel punto più vicino all’attacco delle cisterne sulla linea flessibile di scarico, predisponendo un apposito raccordo. L'aspirazione della pompa avviene direttamente dal fusto di imballo del chemical da 250 Kg. Il prodotto è stato dosato tal quale ad un rapporto di concentrazione di circa 50 ppm sul volume di trasferimento. I risultati in termini di percezione dei cattivi odori è stato ancor più netto rispetto a quanto verificato in laboratorio. Il panel ha verificato con le stesse modalità “odore non percettibile” sugli stessi reflui testati in laboratorio.
Il trattamento con WET-treat Biotrol 117 è stato applicato con successo all'impianto, con la conseguente emissione totale degli odori.
Risoluzione dei problemi legati alla potabilizzazione delle acque di servizio erogate ai locali di una palazzina uffici di uno Stabilimento di raccolta e trattamento rifiuti speciali
Uno Stabilimento di raccolta e trattamento rifiuti speciali sito in una zona industriale nell’Italia centrale dispone di una palazzina ufficio dove operano i dipendenti ed i dirigenti dell'Azienda. I locali, con bagni, docce e diverse utenze idriche, avevano a disposizione come acqua di servizi soltanto dell'acqua di pozzo sanitizzata con ipoclorito di sodio, filtrata e deferrizzata. Nonostante questi trattamenti, l'acqua non presentava ancora le caratteristiche necessarie per essere impiegata utilizzo al quale sarebbe destinata. Sono riportati di seguito alcuni dei parametri dell'acqua disponibile dopo la clorazione e deferrizzazione:
| Parametro | Valore | Unità di misura |
|---|---|---|
| Fluoruri | 2.7 | ppm |
| Solfati | 348 | ppm |
| Manganese |
599 | ppb |
| Alluminio | 427 | ppb |
| pH | 6.1 | |
Parametri dell'acqua dopo la sola clorazione e deferrizzazione
Green Europe Italiana è intervenuta installando presso il Cliente un sistema completo di potablizzazione comprendente un'unità di produzione di acqua osmotizzata, un serbatoio di servizio dedicato (immagine 1), un sistema di controllo automatico di pH con relativo dosaggio di agente alcalinizzante (immagine 2).

Serbatoio di servizio per la raccolta dell'acqua osmotizzata

Sistema di controllo automatico di pH e di dosaggio dell'agente alcalinizzante
E' stato inoltre stipulato un contratto di servizi che ha previsto l'istallazione di tutti i materiali necessari in global service e compreso due visite di assistenza tecnica mensili, nonché la manutenzione ordinaria e straordinaria di tutti i sistemi istallati.
I valori raggiunti dalle acque di servizio trattate secondo la modalità descritta sono rappresentati nella tabella sottostante:
| Misura | Conducibilità (µS/cm) | pH del Serbatoio |
Cloruri (mg/L) |
Alluminio (mg/L di Al3) |
Ferro (mg/L di Fe2) |
Fluoruri (mg/L di F) |
Solfati (mg/L di SO4) |
Manganese (mg/L di Mg) |
Conducibilità Permeato OI |
Batteri Aerobi (Col/mL) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 246 |
6.70 | 46.9 | <0.001 | <0.01 | 0.360 | <0.01 | <0.01 | 21.2 | <100 |
| 2 | 276 | 7.35 | 1.3 | 0.006 | <0.01 | 0.215 | <0.01 | <0.01 | 18.6 | <100 |
| 3 | 239 | 7.30 | 2.5 | <0.001 | <0.01 | 0.321 | <0.01 | <0.01 | 23.1 | <100 |
| 4 | 248 | 7.25 | 3.2 | 0.006 |
<0.01 | 0.276 | <0.01 | <0.01 | 32.1 | <100 |
| 5 | 265 | 7.20 | 8.0 | 0.001 | <0.01 | 0.211 | <0.01 | <0.01 | 29.6 | <100 |
| 6 | 261 | 7.85 | 16.0 | 0.001 | <0.01 | 0.341 | <0.01 | <0.01 | 45.3 | <100 |
| 7 |
289 | 8.11* | 21.0 | <0.001 | <0.01 | 0.251 | <0.01 | <0.01 | 37.2 | <100 |
| 8 | 260 | 7.37 | 17.0 | <0.001 | 0.02 | 0.340 | <0.01 | <0.01 | 53.2 | <100 |
| 9 | 248 | 7.62 | 12.0 | 0.001 | 0.02 | 0.162 | <0.01 | <0.01 | 38.2 |
<100 |
| 10 | 223 | 7.21 |
8.0 | 0.001 | 0.01 | 0.213 | <0.01 | <0.01 | 32.2 | <100 |
| 11 | 249 | 7.85 | 3.7 | 0.0015 | 0.02 | 0.164 | <0.01 | <0.01 | 32.6 | <100 |
| 12 | 229 | 7.28 | 8.0 | 0.005 | 0.01 | 0.003 | <0.01 | <0.01 | 32.2 | <100 |
| 13 | 238 | 7.30 | 17.0 | <0.001 | <0.01 | 0.160 | <0.01 | <0.01 | 31.8 | <100 |
| * 7.2 dopo pulizia sonda |
||||||||||
Tabella dei valori misurati nelle acque potabilizzate durante varie misure nell'arco di sei mesi circa
Come si può notare, i valori riscontrati nelle misure rientrano pienamente nei limiti di cui il D.Lgs. 31/01 relativa alla qualità delle acque destinate al consumo umano.
A partire dal primo giorno di trattamento la qualità dell'acqua è risultata confacente con i limiti previsti dalle normative di legge per un'acqua potabile. Anche i controlli effettuati mensilmente dal personale tecnico di Green Europe Italiana confermano quanto verificato dalla Azienda Sanitaria Locale.
Revamping e gestione di un impianto di trattamento acque reflue in uno stabilimento farmaceutico non più in idoneo per riduzione significativa del rendimento depurativo
Uno stabilimento farmaceutico sito in una zona industriale nell'Italia centrale disponeva di un impianto di trattamento acque reflue non più idoneo in quanto non aveva le volumetrie necessarie a garantire nel tempo il rendimento depurativo necessario.
La situazione è emersa dai controlli analitici ed operativi che Green Europe Italiana ha condotto sul sistema nell'arco di sei mesi: infatti, è emerso che l'attuale volume della vasca di ossidazione non era compatibile con il reale carico idraulico nè con il COD medio in ingresso impianto (vedasi Tabella 1).
| INPUT | ||
|---|---|---|
| Parametro |
Valore | Unità di misura |
| Temperatura del refluo |
20 | °C |
| Ammoniaca in | 116 | mg/L |
| BOD in | 2000 | mg/L |
| Fattore di carico del fango |
0.10 | Kg BOD/Kg SS giorno |
| Qin | 100 | m3/g |
| MLSS | 4.0 | Kg/m3 |
| Concentrazione di Ossigeno |
3.0 | mg/L |
| Fattore di sicurezza |
1.75 | |
| Costo di smaltimento |
100 | Euro/Ton |
| % SS Fango a smaltimento |
1.20 | % |
| Dosaggio N |
450 |
mg/L |
| Dosaggio C |
0 | mg/L |
| OUTPUT | ||
|---|---|---|
| Parametro |
Valore | Unità di misura |
| Volume Teoretico Vasca DeNitro | 276.4 | m3 |
| Volume Teoretico Vasca Ossidazione | 289.0 | m3 |
| Rendimento | 0.94 | |
| Qsup |
7.29 | m3/g |
| Recircolo Fanghi da Oss a DeN |
10.42 | m3/h |
| BOD Atteso allo Scarico |
41 | mg/L |
| Fango a Smaltimento |
887 |
T/anno |
| Costo di Smaltimento |
88,703 | Euro/anno |
Valori di input (tabella a sinistra ) e output (tabella a destra) dell'impianto in configurazione ottimale precedentemente al revamping
Un'altra criticità riscontrata riguardava la mancanza di un sistema di separazione solido-liquido dei fanghi estratti al decantatore finale. Infatti, essendo prodotte ingenti quantità di fanghi ad una bassissima concentrazione di SS, il sistema era defangato scarsamente.
Non era possibile un incremento dei volumi con opere civili, per cui la soluzione elaborata consisteva nell'aumento della capacità depurativa tramite istallazione di membrane MBR. Prima di procedere al montaggio definitivo, Green Europe Italiana ha provveduto a montare in parallelo all'impianto un pilota MBR con una membrana da 100 mquadrati posta all'interno di un container da 20 piedi per controllare il comportamento del sistema e la sua effetticacia per la soluzione della problematica. Il risultato della sperimentazione è stato molto positivo, come mostrato nella Tabella 2.
| INPUT |
||
|---|---|---|
| Parametro |
Valore | Unità di misura |
| Temperatura del refluo |
20 |
°C |
| Ammoniaca in |
116 | mg/L |
| BOD in |
2,000 |
mg/L |
| Nitrati in |
2.50 | mg/L |
| Q in |
100 | m3/g |
| MLSS | 15.0 | Kg/m3 |
| Concentration di Ossigeno |
3.0 |
mg/L |
| Fattore di sicurezza |
1.75 | |
| Costo di smaltimento |
100 | Euro/Ton |
| % SS fango a smaltimento |
25 | % |
| Dosaggio N | 450 | mg/L |
| Dosaggio C | 0 | mg/L |
| OUTPUT | ||
|---|---|---|
| Parametro |
Valore | Unità di misura |
| Volume Teoretico Vasca DeNitro | 73.7 | m3 |
| Volume Teoretico Vasca Ossidazione | 79.5 | m3 |
| Rendimento | 0.94 | |
| Qsup |
2.13 | m3/g |
| Recircolo Fanghi da Oss a DeN |
10.42 | m3/h |
| BOD Atteso allo Scarico |
41 | mg/L |
| Fango a Smaltimento |
47 |
T/anno |
| Costo di Smaltimento |
4,665 |
Euro/anno |
Valori di input (tabella a sinistra ) e output (tabella a destra) dell'impianto MBR in configurazione ottimale
Dato il successo del test con il pilota MBR, di concerto con la Direzione dello Stabilimento si è provveduto alle modifiche impiantistiche progettate e curate integralmente dalla Green Europe Italiana e che hanno comportato l'istallazione di:




I parametri sono rientrati nella norma e il sistema sta marciando perfettamente da agosto 2016.

L'acqua ha numerosi impieghi. Può essere usata come fluido termico nei processi di raffreddamento o di produzione vapore, come fluido di processo in molte industrie (cartarie, zuccherifici, industrie agroalimentari, ecc.), come prodotto di scarico o può avere altre funzioni in utenze civili (ospedali, banche, attività alberghiere o di ricezione, centri direzionali) o in singole unità (abitative o altra destinazione). Tuttavia, può accadere che l'impiantistica industriale in cui l'acqua viene impiegata debba essere ottimizzata per aumentare il rendimento degli impianti e ridurre sia i costi operativi che l’impatto ambientale. Può anche accadere che le acque impiegate non rientrino nei parametri necessari a sopperire le varie necessità o nei limiti di legge.
La soluzione di queste problematiche richiede spesso conoscenze approfondite di settore e Green Europe Italiana è in grado di affiancarvi nella scelta della migliore soluzione mettendo a disposizione la propria competenza ed esperienza trentennale dei suoi tecnici per realizzare consulenze specialistiche in materia di trattamento delle acque.
Il piano di lavoro attuato da Green Europe Italiana è il seguente:
Le analisi sono realizzate dai nostri tecnici o presso laboratori con le seguenti certificazioni
I siti di produzione dei nostri prodotti hanno le seguenti certificazioni:




L'acqua è un bene di uso molto comune e diffuso. Essa viene impiegata in attività domestiche, prima tra tutte la pulizia personale o degli ambienti, alimantari e sanitarie. E' quindi importante che l'acqua possegga caratteristiche appropriate allo svolgimento di queste funzioni, tra cui la durezza, la proliferazione di batteri e la presenza di metalli pesanti.
La durezza è importante in quanto contenuti elevati di ioni di calcio e magnesio possono generare incrostazioni nelle tubature o in altre parti dei sistemi idraulici come rubinetti o caldaie (calcare) o possono legarsi ai costituenti dei detersivi formando composti poco solubili. Due sono le conseguenze: in primo luogo, l'accumulo di calcare nei boiler comporta maggiori costi di energia elettrica. Inoltre, venendo ridotte le proprietà detergenti dei saponi e degli additivi dei detersivi, dei balsami per capelli e ammorbidenti per biancheria o brillantanti per le lavastoviglie, questo comporta enormi dispendi in termini economici e ambientali. La stima di questo danno si aggira approssimativamente intorno ai 1500 euro all'anno per famiglia.
Tutte le acque sono abitate da microfauna: alcune di queste popolazioni sono altamente tossiche verso organismi animali, come le Legionelle o la Salmonella, che sono soltanto alcuni dei microrganismi che si sviluppano velocemente e facilmente in un'acqua. Le conseguenze di questi tipi di sviluppo sono particolarmente dannose sia per la salute (vedasi i casi di Legionellosi e Salmonellosi in costante aumento nel mondo) e devono essere controllati. Un supporto ideale per la proliferazione dei batteri è il calcare che si forma nella retina frangigetto dei nostri rubinetti, ad esempio.
Alcuni composti inorganici, comunemente noti come "metalli pesanti", sono pure presenti nelle acque e altamente tossici: si tratta di ioni metallici come cadmio, cromo, piombo, arsenico, nichel, mercurio, alluminio, manganese che derivano da attività naturali o antropiche. Nel primo caso, sono presenti sotto forma di ossidi, nel secondo come ioni e derivano da attività di tipo industriale (industria metallurgica, di produzione di vernici, etc. ) e possono generare fanghiglie o essere direttamente nocive verso l'uomo.
Le problematiche prima citate possono essere evitate attraverso l'installazione di sistemi di purificazione domestica. Questi sistemi occupano spazi limitati, sono di facile installazione e la loro manutenzione è semplice ed economica.
Green Europe Italiana è in grado di effettuare analisi della composizione delle acque domestiche per controllare i parametri principali di qualità delle acque potabili e trovare una soluzione alle vostre necessità.

Il riutilizzo delle acque industriali è di grande interesse per due ordini di motivi:

All'interno di un sito industriale l'acqua è presente come materia prima attivamente impiegata nei processi produttivi (acque di processo) come fluido di servizio per il raffreddamento di sistemi ad alta temperatura o la produzione di vapore impiegato nei processi produttivi. Una ulteriore presenza di acque in uno stabilimento può essere quella delle meteoriche prima pioggia che si arricchiscono di inquinanti depositati al suolo portandoli in soluzione.
Inoltre, possono insorgere nel corso dell'attività di un impianto problemi legati soprattutto alla normale durata di vita delle singole componenti a importanti variazioni nella produzione.
Tenendo conto di tutto ciò che è stato detto finora, possiamo suddividere le utilities in diverse categorie:
dipendentemente dal tipo di sorgente da cui è prelevata (falda, pozzo, fiume, lago, mare, e reflui riutilizzati - link a WATER REUSE-), l'acqua può avere particolari caratteristiche, per cui il processo di preparazione/addolcimento/demineralizzazione/potabilizzazione dev'essere adeguato ad esse.
le attività che riguardano le acque di prima (e talora anche di seconda pioggia) includono la progettazione, realizzazione, implementazione di specifici sistemi di trattamento. Nel caso di sistemi di trattamento delle acque di prima pioggia sono da curare particolarmente la disoleazione e filtrazione a coalescenza, nel caso delle acque di seconda pioggia lo schema di trattamento deve essere studiato e organizzato in funzione del suo utilizzo finale (vedasi impianti ZLD).
Poichè le acque industriali in funzione di certe caratteristiche chimico-fisiche (indice di Langelier) possono presentare fenomeni di corrosione o di corrosione delle componenti dei sistemi, è prassi condizionare queste acque con opportuni trattamenti chimici per evitare la corrosione o lo sporcamento. E' anche da tenere sotto stretto controllo la crescita batterica (biofouling) che, depositandosi sulle superfici di scambio, impedire il corretto scambio termico e favorire fenomeni di corrosione sotto deposito. Questi fenomeni avvengono sia nei circuiti aperti a torre evaporativa che chiusi. Green Europe Italiana mette a disposizione opportuni trattamenti chimici che sono di volta in volta studiati per le singole situazioni.
In funzione del tipo di caldaia (bassa, media o alta pressione), le acque di alimento devono essere a purezza crescente. Se infatti per caldaie a bassa pressione può essere accettata una certa salinità, per le caldaie di alta pressione sono richieste acque di elevata purezza. Un criterio simile è adottato anche nel controllo dei gas disciolti (ossigeno e anidride carbonica).
La nostra azienda propone programmi di trattamento completi e specifici per le caratteristiche del sistema di produzione vapore.
Green Europe Italiana è in grado di risolvere i vostri problemi legati al trattamento delle utilities con una vasta gamma di soluzione che includono:

Per trattamento delle acque di scarico si intendono una serie di processi chimici, fisici e biologici mirati alla rimozione degli inquinanti dai reflui di origine urbana o industriale. Sono chimiche tutte quelle operazioni tramite le quali viene eliminata dalle acque la frazione disciolta, sono i fisici i meccanismi di sequestro dei solidi non disciolti dalle acque in trattamento mentre il trattamento biologico ha come fine la rimozione degli inquinanti organici e azotati per via enzimatica (batteri).
Questa complessa serie di operazioni si sviluppa attraverso numerose azioni di pretrattamento, biologiche-ossidative, o in trattamenti ulteriori.
Le operazioni di pretrattamento hanno lo scopo di "alleggerire" le acque dalle frazioni più grossolane e dai SSS (solidi sospesi sedimentabili) prima del trattamento ossidativo-biologico. Sono comunemente adottabili processi di: grigliatura o setacciatura, sedimentazione primaria o flottazione (tramite impianti DAF), talora anche disoleazione (nel caso in cui le acque siano particolarmente ricche di composti lipidici), dissabbiatura. La scelta di un processo piuttosto che un altro dipende fortemente dalle caratteristiche chimico-fisiche dell'acqua da trattare.
Le successive operazioni biologiche-ossidative impiegano popolazioni microbatteriche aerobiche (limitatamente anaerobiche) per l'abbattimento ulteriore dei SSS sfuggiti alle operazioni di pretrattamento e dei SSNS (solidi sospesi non sedimentabili) non biodegradabili e biodegradabili. Sebbene, infatti, gli SSNS non biodegradabili non siano digeriti dalle popolazioni microbiche, sono comunque incorporati nella biomassa, mentre gli SSNS biodegradabili vengono impiegati come metaboliti, per cui sono decomposti per via enzimatica. In tutti i casi, la biomassa costituisce fanghi compatti che si separano dalle acque per sedimentazione o per filtrazione (membrane MBR). A quel punto, i fanghi e le acque possono essere trattati separatamente in due linee diverse (linea acque e linea fanghi) che può subire ciascuna trattamenti ulteriori.
Dipendentemente dalla loro composizione e dalla funzione che devono svolgere successivamente, le acque possono subire trattamenti meccanici, chimici, chimico-fisici, biologici, biologico-naturali ulteriori per migliorare la loro purificazione e rimozione di ulteriori dei SSS, dei composti di azoto, rimozione di fosforo, disinfezione, etc. I fanghi possono essere ulteriormente trattati per recuperare acqua (centrifugazione, etc) o essere ricircolati in testa alla linea biologico-ossidativa.
Il trattamento delle acque di scarico è uno dei campi in cui Green Europe Italiana ha acquisito maggiore esperienza e al tempo stesso uno dei settori più delicati. Nella maggior parte dei casi, problemi legati alla gestione dei sistemi di trattamento sorgono laddove la produzione subisca brusche variazioni quantitativamente positive o negative, influendo sulle portate in entrata e sul carico inquinante. Anche fluttuazioni ambientali possono avere conseguenze importanti sull'efficienza di questi sistemi, in quanto gli equilibri fisici e biologici di alcune o molte delle componenti sopra descritte vengono influenzati.
La soluzione di questi problemi richiede numerose competenze che variano dall'impiantistica, all'ingegneria, alla chimica, alla microbiologia per cui sono davvero molto pochi gli specialisti che posseggano questo ventaglio molto ampio di conoscenze. Green Europe Italiana possiede queste competenze ed è in grado di:

Green Europe Italiana realizza analisi dei seguenti parametri:
The power plant is in excellent conditions and well-maintained. Currently used as a stand-by power station, it regularly proofs its capability to smoothly run according to its needs. Equipped with an emergency diesel it is capable of black start operation.
The station provides a total installed capacity of 147 MWe, consists of three (3) Gas turbines type GE LM 6000 PC Sprint, 49 MWe each, and by design is offering a significant advantage to the interconnected system, i.e. a very quick start-up reaching its maximum capacity performance in only 20 minutes. The offered scope of supply is all the equipment for a complete plant (turnkey) i.e. from gas supply including gas compressor and reducing station up to the 150 kV SF6 substation and requires no additional equipment to be installed at the new site.
The plant is being sold „as it is and where it is“. In agreement with the seller plant surveys are possible as well as attending trial runs or boroscopic inspections.




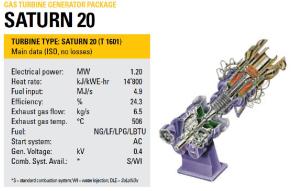
Saturn® gas turbines have proven themselves in over 4800 installations. Introduced in 1960, they have logged more than 620-million operating hours and are available in a single-shaft, constant-speed configuration for driving generators.

The machine that we have is a Saturn 20 a gas turbine coupled with an alternator AWK 400 V.
The system has had a complete overhaul and actually has about 8300 hours of running.




Plant was built in the south of Sicily (Italy) in 2003, but due to bureaucratic reasons it started very recently.
Technology used: a filament winding reciprocal process (discontinuous)
Two complete lines for production of GRP pipes
Length 12.500 mm
Diameter 200 ÷ 3.000 millimeters

Main components:

This combined cycle power plant is able to produce electrical power and steam.
It was first synchronized in 1994, entered commercial operation in February 2005 and was finally put in conservation mode in 2010, after the end of the steam purchase agreement with the steam customer.
It is mainly composed by:

The Central, in commercial operation since 1994, consists of a group of generation, fueled with natural gas, as follows:
Gas turbine EGT RLM 1600 (G1), electric generator and recovery boiler with production of 19 tons/h of steam at rated load, at a pressure of 40 bar and temperature of 400 ° C.
The group is completed by a condensing steam turbine, fed with steam coming from the boiler of the gas turbine group, and by an air cooled condenser.
Are also present in the Plant following facilities:

As previously mentioned, the generation group of this Power Plant is composed of a gas turbine EGT RLM 1600 and (G1), electric generator and recovery boiler.
The RLM 1600 turbine is of type dual spool consists of two shafts of which the first associated to the compressor and the high-pressure turbine (HP), while the second format from power turbine to two stages of expansion.
The turbo gas is equipped with a soundproof compartment which entirely covers the turbine, the gearbox and the generator. This compartment, made ??entirely made in carbon steel supports directly on the base of the turbine.
The turbine is powered exclusively by natural gas, with capacity at nominal load to 3,500 Sm3/h, provided at about 40 bar (33/75 bar) from SNAM network.
Inside the combustion chamber, the control of the flame temperature for the primary reduction of oxides of nitrogen products, is obtained by direct injection into combustion chamber of superheated steam (approximately 1,200 kg/year of steam), product in the recovery boiler.
The mechanical energy produced by the turbine is converted into electrical energy, in the form of alternating current, from a three-phase alternator with frequency 50 Hz.
The alternator, with rated power equal to 17500KVA, produces current at 15/20KV that, through the transformer, switch to 130KV.
The fumes produced by combustion of natural gas, after the drive of the turbine, are conveyed to the recovery boiler, able to produce, at rated load, approximately 19 tons/h of steam at a pressure of 40 bar and temperature of 400 ° C.
The boiler is a water tube type with natural circulation. The heat exchange surface is constituted by pipes made ??of carbon steel, in which water flows in countercurrent with combustion smokes.
To increase the efficiency of the boiler a bank of high pressure superheater and an economizer that warms the incoming water before it happens the state transition, are present in the opposite position.
The steam produced flows into the steam turbine for the production of additional energy.

The group is completed by a steam turbine, condensation type, coupled to a synchronous generator 4-pole three-phase type. The steam turbine is he axial type at multistage condensation action with a levy adjusted for the extraction of the feed steam of thermal loads. The extraction adjusted divides the turbine into two sections, AP and BP, whose sizing is designed to optimize the overall performance of the machine.
The flow of steam entering to the turbine, (400 ° C and 41 ATA), is equal to 32.5 tons /h.
At the exit from the turbine, the steam is condensed in an air condenser, for a description of which, reference should be made to a next paragraph.
The make-up water system for the boiler blow down consists of a demineralisation unit and a thermal deaerator, which treats the demineralized water produced.
The water for the DEMI unit treatment is drawn from wells for industrial use; surface water is also available.
Each demineralization line can treat a maximum flow rate of 20 m3/h of water, which reaches at the output a conductivity equal to 0.5 µS/cm and an SiO2 content of 0.05 ppm.
The demineralisation unit is able to produce all demineralized water that Plant needs.
To meet the specific requirements of steam injection into the gas turbine is necessary to perform with two stages of treatment:
The demi water produced is subsequently sent to the deaerator, constituted by a vertical tower of degassing in carbon steel, installed above the tank for collecting the degassed water and with a manhole.
The tower has a diameter of 1,600 mm and a height of about 3 m, was calculated for an hourly capacity of more than 10% to that of operation.
The collection tank of degassed water, it also in carbon steel and equipped with a manhole, has a diameter of 2,200 mm, a length of 10.100 mm and a capacity of 35 m3. The tank is supported by two saddles for supporting the load distribution, one of which acts as a fixed point and a sliding point to allow for expansion.
The deaerator can treat at most 35,000 kg/h of water at a temperature of 110 °C.

The condenser, positioned downstream of the steam turbine, is a vertical beams inclined type, with forced draft, has a heat exchange surface of bare pipe equal to 860 m2, which becomes 20,250 m2 of finned tube.
The steam flow rate varies from 25,000 to 33,000 kg/h at a pressure between 0.2 and 0.36 ATA, while the air temperature used is 21 ° C.
The condenser consists of:
The closed cooling system cools the oil of the steam turbine through a heat exchanger and feeds the circuit of condensation of air conditioners placed in control rooms. The water used circulates in a closed loop circuit and is cooled by air in 2 cooling towers.
The water of the cooling circuit is replenished in the amount evaporated, with water taken from the Chiebbia river and is conditioned with specialty chemicals to prevent the microbiological growth of algae and the formation of scale.
To maintain the salts concentration in the cooling water to acceptable levels is necessary to eliminate a certain amount of water (blow-down or bleed) that is released into the white water network.
The system of protection against gas leaks has been specially developed to be placed inside the compartment of the gas turbine. The system is fully automatic and provides detection, alarm, and phase of extinction of any fire.
The system includes:
The table below shows a summary of the energy performance of the Central under the current set.
| Nominal thermal power (MW) | Electricity to the hearth (on 2007) (MWh) | |
|---|---|---|
| 49,5 | 106.190,6 | |
| Nominal electrical power (MW) |
Output (on 2007) (MWh) | Portion sold to third parties (on 2007) (MWh) |
| 20,5 |
42.476,24 | 40.667,79 |
| Yield (%) |
||
| 40 | ||
In the Table is shown an Electrical nominal power of 20, 5 MW as was also installed in the generation unit, a second gas turbine EGT Typhoon, electric generator and recovery boiler with production of 7.5 tons/h of steam at nominal load, at a pressure of 40 bar and temperature of 400 ° C., today no longer available.
| ID | Descrizione | Locazione |
Condizioni |
|---|---|---|---|
| ITEM 1 |
38 MW Power Barge, 2 x LM 2500 gas turbines, 50 HZ, liquid fuel, 19,000 hours, immediate availability | Asia |
Used |
| ITEM 2 |
Frame 9 FA Combined Cycle Power Plant, 380 mw, complete plant, 50 HZ, natural gas, recently overhauled | Europe |
Used |
| ITEM 3 |
Two Frame 7 FA, 171 MW each, Model 7241, gas fuel, 60 HZ, Low Nox | USA |
New |
| ITEM 4 |
Frame 7 FA, 213 MW, natural gas, 60 Hz, 18000 volt, 2013 year with warranty | USA |
New |
| ITEM 5 |
Two (2) Siemens (701 DU) gas turbines, 50 hz, 125 MW, dual fuel, with warranty, can operate on HFO | Europe | Rebuilt |
| ITEM 6 |
Two (2) Solar Centaur 50 gas turbines, 60 hz, 4.0 MW, gas fuel, Immediate availability, NEW units | USA |
Rebuilt |
| ITEM 7 |
Three (3) LM 6000 PD gas turbines, 60 hz, 44.7 MW, gas fuel, Immediate availability, NEW units | USA | New |
| ITEM 8 |
Siemens SGT5-4000F gas turbine, 270 MW, 50 Hz, gas fuel, 11,000 volt | Europe |
Unused |
| ITEM 9 |
Siemens SGT -400 mobile gas turbine, 12.9 MW, 60 Hz, gas fuel, 12,900 volt |
Europe | Used |
| ITEM 10 |
Frame 9E Model 9161, 1989 Thomassen, 50 Hz, natural gas, dual fuel,available, 115 MW, 60,000 lifetime hours, immediate availability | Europe | Used |
| ITEM 11 |
Two(2) TM 2500 + Mobile generators, 50 or 60 Hz, dual fuel, 30 MW, Immediate availability | USA | New |
| ITEM 12 |
Two (2) Siemens SGT 800 gas turbines, 50 MW, 50 Hz, new with warranty, natural gas | Europe | New |
| ITEM 13 |
GE LM 2500 PE gas turbine, 50 hz, 22.6 MW, gas fuel, rebuilt with warranty | USA | Rebuilt |
| ITEM 13A |
LM 6000 PF Sprint gas turbine, 60 Hz, 42 MW, gas fuel, very low hours, complete plant | USA | Used |
| ITEM 15 |
Two (2) LM 6000 PA Combined Cycle Power Plant, 42MW gas turbines and 8 MW STG, 50 Hz | Europe | Used |
| ITEM 16 |
LM 2500 PK Combined Cycle Power plant, 38 MW, 50 HZ, natural gas, Allen Steam Turbine, 44,000 hours on GT | Europe | Used |
| ITEM 17 |
Two (2) Pratt Mobilpac gas turbines, 25 MW, 50/60 Hz, dual fuel, full warranty, 4-5 month availability |
USA | New |
| ITEM 18 |
Alstom Combined Cycle power plant, 400 MW, 50 Hz, very low hours, complete plant | Europe |
Used |
| ITEM 19 |
48 MW Power Barge, Westinghouse W251B turbine, liquid fuel, can be converted to gas, 50 hz, 30,000 hours | Europe | Used |
| ITEM 20 |
9.2 MW CHP plant, Two (2) Solar Centaur gas turbines, 3800 kw, 50 hz, dual fuel, 1800 kw European steam turbine, complete | Europe | Used |
| ITEM 21 |
LM6000 PD gas turbine, 45 MW, 2000, 50 hz, natural gas fuel, 43,000 hours | Europe |
Used |
| ITEM 22 |
93 MW GE Frame 6 FA gas turbine plant, 88,000 hours, 50 hz, Natural gas, Combined cycle | Europe | Used |
| ITEM 23 |
220 MW Frame 6 Combined Cycle power plant, Four (4) Frame 6 Model 6541,gas turbines, GE 60 mw steam turbine, Dual fuel, 50 hz, 135,000 hours | Europe | Used |
| ITEM 24 |
Siemens SGT6-3000E gas turbine, 121 MW, 60 hz, 13,800 Volt |
Europe | New |
| ITEM 25 |
GE Frame 6 gas turbine, Model 6541, 37.4 MW, 60 Hz, natural gas fuel, 80,000 hours | USA | Used |
| ITEM 26 |
Two (2) Solar T 60 gas turbines, 5670 Kw, 60 hz, 4160 volt, dual fuel, 2013 | USA | New |
| ITEM 27 |
Two (2) GE LM 2500 gas turbines in mobile packages, 60 hz, 1970 older,units but only 6500 hours. 18 mw, can be bought as is or,overhaul/refurbishment available. | Asia |
Used |
| ITEM 28 |
LMS 100 gas turbine, 50 HZ, 100 MW, natural gas | Europe | Unused |
| ITEM 29 |
11 MW, Four (4) Nuovo Pignone PGT-10 gas turbines, 13.8 kVa, 50 hz, Dual fuel, complete, HRSG, steam turbine | Asia | Used |
| ITEM 30 |
49 MW Siemens SST 400 Steam Turbine, 60 Hz, 13,800 Volt | USA | New |
| ITEM 31 |
245 MW Steam Turbine, GE D-11, Outdoor installation, 60 hz, Immediate delivery, 2002 manufacture | USA | Unused |
| ITEM 32 |
150 MW ABB Coal plant, 50 hz, complete plant, installed in 2001 | Asia | Used |
| ITEM 32A |
2013 Siemens SST 300 Steam Turbine, 15 MW, 50 Hz, new and unused | Asia | New |
| ITEM 32B | 36 MW Coal or Biomass plant, Sulzer boiler, Siemens and Kanis steam turbines, 50 hz, 1982 with substantial refurbishment | Europe | Used |
| ITEM 32C | 35 MW GE Steam Turbine and HRSG, Unused, 60 hz, switchgear and building, no boiler but his could be provided | USA | Unused |
| ITEM 32D | 108 MW Complete Coal plant, Hitachi Steam Turbine, Alstom Boiler, 60 Hz, 1991 in operation | USA | Used |
| ITEM 32E | 12 MW Dresser Rand Steam Turbine, 50 Hz, 1999 year | Europe | Used |
| ITEM 32F | 20 MW Steam turbine, Hyundai generator, 50 or 60 hz, 6 month delivery, warranty | USA | New |
| ITEM 32G | 45 MW Ansaldo non condensing steam turbine, 60 Hz, overhauled, less than 50,000 hours | USA | Used |
| ITEM 33 |
13 MW AEG Condensing Extraction Steam Turbine, 50 hz, 1985, 70 hours of actual use | Europe | Used |
| ITEM 34 |
Three (3) Kongberg/Viking gas turbines, 2740 kw each, 50 hz, dual fuel, Never used, 1980 | Asia | Unused |
| ITEM 35 |
Four (4) Frame 5 N, 20 MW, 60 Hz, natural gas, low hours | USA | Used |
| ITEM 36 |
LMA 1500, dual fuel, 10 MW, 60 hz, zero hour overhaul | USA | Rebuilt |
| ITEM 37 |
Solar T70 gas turbine, 50 hz, 6300 v, 7 MW, natural gas, 2000 year, 42,000 hours | Asia | Used |
| ITEM 38 |
Frame 6 Combined cycle plant, 71 MW, 50 Hz, nastural gas, complete plant, 90,000 hours | Europe | Used |
| ITEM 39 |
Seven (7) Caterpillar C-280-16 Diesel generators, 5.2 MW, 50 Hz, Marine,and ABS certification, seawater cooling, skid mounted, 5 year warranty | USA | New |
| ITEM 39A |
Solar T60 gas turbine, 2003, 60 hz, 4160 V, 4300 lifetime hours, natural gas | USA | Used |
| ITEM 39B |
Solar Titan, 2007 year, 15 MW, 60 Hz, 13800 volt, dual fuel, 1200 hours | USA | Unused |
| ITEM 40 |
Solar T70 gas turbine with HRSG, 50 hz, 11,000 v, 7520 kw, natural gas, 15,000 hours | Europe | New |
| ITEM 41 |
Westinghouse 501 (W1101), 91 MW, 50 Hz, dual fuel, 17,000 hours since overhaul | Europe | Used |
| ITEM 42 |
30 MW GE LM 2500 Combined Cycle power plant, 60 hz, 56,000 hours, dual fuel | USA | Used |
| ITEM 43 |
Several Cummins KTA50 diesel generators, skid mounted, 60 hz, 2008 year, 1096 kW | USA | New |
| ITEM 44 |
CAT 3516 B diesel genset, 2000 kw, 60 hz, skid mounted, 300 hours, 2004, 4160 volt | USA | Used |
| ITEM 45 |
Several Caterpillar C15 Mobile diesel generators, 500 kW, 60 or 50 hz, trailerized with fuel tank, less than 400 hours | USA | Used |
| ITEM 46 |
GE LM 6000 PD, 42 mw, 50 Hz, natural gas, complete plant, 50,000 hours | Europe | Used |
| ITEM 47 |
LM 6000 PA Combined cycle power plant, 50 hz, dual fuel, 11,000 volt, 125,000 hours | Europe | Used |
| ITEM 48 |
Two (2) Mars 100 gas turbines, 60 hz, liquid fuel, 2600 hours | USA | Used |
| ITEM 49 |
LM 6000 PC Sprint Combined Cycle, 60 HZ, natural gas, 17,000 hours | USA | Used |
| ITEM 50 |
52 MW Wartsila Multifuel generators, Model 20V34DF, set for natural,gas,or diesel, can be modified for HFO. 50 hz, 8700 kw each, New and,never,installed | Europe |
New |
| ITEM 51 |
Wartsila W12V32 HFO generator, 5.3 MW, 50 hz, 2007, Unused | Asia | New |
| ITEM 52 |
Two (2) W6L32 HFO generators, 2760 kw, 50 hz, one installed and never used, one never uncrated, 2008 | Europe | New |
| ITEM 53 |
Five (5) Wartsila 18V46 generators, 16.3 MW, 50 hz, 1999, 45,000 hours | USA | Used |
| ITEM 54 |
Six (6) Wartsila 8L32 HFO Gensets, 60 hz, 6600 V, Siemens generators, New and Immediate availability | Asia | New |
| ITEM 55A |
Wartsila 9L46 HFO generator, 7.76 MW, 50 HZ, 50,000 hours, complete with fuel treatment system | Asia | Used |
| ITEM 55B |
75 MW HFO power plant consisting of 3 x 9.6 MW and 5 x 8.9 MW MAN generators, 50 hz, Fully overhauled | Europe |
Used |
| ITEM 55C |
Nigata 12V32CX HFO generator 3500 KW AND 18V32CX 5500 KW , 50 hz, 6600 Volt | Asia | Used |
| ITEM 56 |
54 MW Niigata HFO plant, 7 Niigata 16V34HLX diesel HFO engines, 50 Hz, 7789 kw each, 11 kV, new and unused, HFO system included | Asia | Used |
| ITEM 57 |
120 MW Combined Cycle power plant, 2 x Westinghouse B11 gas turbines, 35 mw steam turbine, 50 hz, HFO fuel, 35,000 hours, 1996 | Asia | Used |
| ITEM 58 |
Two (2) MAN 16 V 24/30 HFO generators, 50 HZ, 400 V, 1760 KW, 5000 total hours, 2002 units | Europe | Used |
| ITEM 60 |
Three (3) Wartsila 18V32D HFO Gensets, 60 hz, 6.6 MW each, 1997, never installed or used | USA | Unused |


